Types of uni chain conveyor
-
Modular Belt Conveyors
Uniform chain conveyors are modular belt conveyors. They are from plastic modules and are thus really flexible. These slopes are popular in several industries due to their flexible learning abilities and easy configuration. Modular belt conveyors provide convenient delivery of materials in our inclined or angled systems.
-
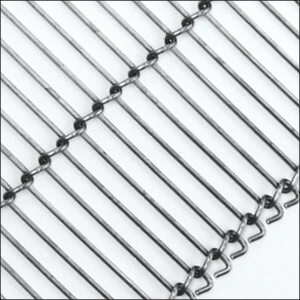
Wire Belt Conveyors
Wire belt conveyors are manufactured subdivided into light wire belts. Wire belts offer properties of good ventilation and are essential for transportation so that smaller products he can carry. Wire belt conveyors are applied in industries where washing operations, cooling, or drying are needed most of all.
-
Slat Conveyors
Slat uni chain conveyors are still stronger than modular belts. Slat conveyors can transport heavier products, even large or irregular, because they are robust. These conveyors are widely used in industries where large containers or products need to be moved at controlled rates, like manufacturing or assembly lines.
-
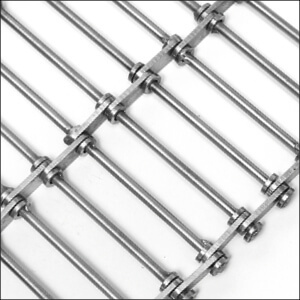
Wire Mesh Belt Conveyors
The wire mesh belt slopes are appropriate for cooling or even drying operations because they have considerable ventilation capability. Wire mesh belts are made from metal; therefore, they are dearer and extremely durable, suitable for the movement of hot or heavy substances.
-
Roller Bed Conveyors
Flat conveyors feature rolling beds in their design. This decreases friction for heavier products on inclined surfaces to make their movement easy. These rollers are applied in industries where large and heavy items need to be transported and require less manual energy.
Function, Feature, and Working of uni chain conveyor
Function
The function of the Uni chain conveyor system is to facilitate the efficient movement of materials within varied settings. Uni chain conveyors are employed in various applications, including transporting manufactured items, components, and bulk supplies in such production and logistics. They enhance efficiency, reduce manual handling, and ensure the timely delivery of products throughout an operation, thus playing a role in the improvement of productivity.
Features
- Modular Design: The Uni chain convex system has a modular system and can therefore be easily configured and expanded. This property helps them acquire flexibility when changing production needs arise.
- Durability: Uni chain conveyors are manufactured from high-quality materials and sustain intense production processes. Common use will be for their resistance to substances and sometimes to the mechanical wear and tear that occurs.
- Smooth Operation: The conveyors are designed to maintain the efficiency of their operation, to a great extent, with a minimum of noise. Chain systems decrease the resistance created during the transfer of materials from one system state to another.
- Wide Load Capacity: Union chain conveyors are manufactured to move lighter and heavier loads, as well as documents. Their construction enables transportation of various articles, from small components to huge machines.
- Versatility: These conveyors are appropriate for conveying large objects to small ones. Common usage will be in industries such as manufacturing, food processing, and logistics.
Working
The Uni chain conveyor works on a chain principle to transport materials. The modular design is meant to be driven by a motor at the input end of the system, with the chain assembling the materials at the opposing end. Materials are placed on the belt or slattop of the chain conveyor design and architecture as inclined, rugged, or otherwise specially designed for the desired application.
The motor drive causes the chain's movement, pulling the materials along the conveyor system in a steady, rhythmic manner. Because of the modular design, the chain conveyor can easily alter its shape and size. This is particular to dynamic production environments where requirements change quite often.
Scenarios of uni chain conveyor
-
Manufacturing
Manufacturing was the most significant area for uni chains and convexes, as there are many steps in this mass production process. They deliver parts from one workstation to another, reducing manual handling and increasing efficiency.
They could transport items of different sizes, weights, and shapes, making them ideal for moving within the manufacturing environment.
-
Food and Beverage Industry
The function of conveying in processing, packaging, and distribution is important in the food and beverage sector. Unique chain conveyors are designed with hygiene in mind, supporting easy washing and resistant to corrosion and the chemical effects of cleaning and processing agents.
Logistics
In warehouses and distribution centers, Uni chain conveyors do movement and handling, thus transporting bulk and packaged products. They are equipped for handling large and heavy loads. Commonly employed as roller or modular belt conveyors, they increase the delivery speed and efficiency of materials within the system.
-
Pharmaceutical Industry
Because the pharmaceutical industry is so sensitive, processing equipment and materials will have to maintain very high cleanliness and quality standards. Unique chain conveyors comply with all demands for smooth product transport, tracking, and non-contamination.
-
Automotive Industry
The automobile production process is rather complicated: it involves several operations, and each must be performed with great care to achieve efficient results. In the automobile industry, chain conveyors assist in moving large items such as car frames, engines, and assembly parts. They are robust and ideal for moving heavy goods, maintaining steady control over the conveyed products.
How to Choose the uni chain conveyor
-
Load Capacity
In other words, how much weight will be carried by the conveyor system? The belt or slat design will accommodate heavier loads depending on the desired load capacity. When selecting a conveyor, material weight is understood so that no overload is experienced.
-
Length and Width
Another required computing element is the overall length and width of the conveyor, which are dependent on the distance the material must be transported. Conveyors can effectively and efficiently increase the distance between points in a workplace by providing wide and long configurations.
-
Speed and Efficiency
Consideration of the conveyor speed also has to be done. Concordantly, the efficiency required during the material transfer process determines the conveyor speed. Usually, higher speed would be needed in such an environment as packaging, whereas slow transfer would be quite appropriate in assembly lines.
-
Environment
Where the conveyor will be located is crucial. Some conveyers are extremely resistant to chemicals, moisture, heat, or dust in hostile environments. Recognition of production spaces helps increase hygiene and security.
-
Customization
To meet production/user needs, uni chain conveyors can be easily customized and reconfigured. When there are needs for more special features, surfaces, or slopes, customization can be very effective.
-
Maintenance
All the maintenance requirements of any unitary chain conveyor should be examined. Conveyors with easy care tasks should often be checked and serviced to ensure their optimal running capacity without the least downtime.
Q&A
Q1. What Industries commonly use Chain Conveyors?
A1. Mainly industries such as package handling, automotive, manufacturing, and bulk handling of materials often utilize chain conveyors.
Q2. How is a Chain Conveyor different from a Belt Conveyor?
A2. Unlike belt conveyors that use belts, chain conveyors are constructed using chains, thus making them suitable for heavier weights and often tougher materials.
Q3. What are the advantages of using a Chain Conveyor?
A3. Chain conveyors have several advantages, including robustness, versatility of application, and efficiency in moving heavy and bulky items.
Q4. Is the maintenance of chain conveyors mandatory?
A4. Yes, regular maintenance prolongs the life of chain conveyors. Moreover, correct care also enhances performance and prevents breakdowns.
Q5. Can chain conveyors be used outdoors?
A5. Chain conveyors can be used outdoors, but they should be protected against environmental elements such as moisture and dust.


















































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4