Types of HVOF powders
There are several types of HVOF powders for coating surfaces with high-velocity oxygen fuel (HVOF) thermal spraying. Typically, they are alloy, ceramic, carbide, and composite powders for HVOF.
- Alloy HVOF powders: An alloy is a metal combination made by blending different metals or mixing metals with nonmetals to enhance specific qualities. Some common alloy HVOF powders are steel alloy, nickel alloy, bronzes, etc. They may better adhere to the surfaces to be coated, exhibit improved ductility, and provide resistance to impact.
- Ceramic HVOF powders: Ceramic HVOF powder particles are frequently made using a sol-gel process or spray drying techniques. These particles are nanosized and possess a substantial specific surface area. The chemical constituents of ceramic coatings can be divided into two significant groups: mainly silicate and mainly oxide. The former includes zirconium orthosilicate, rare earth silicate, etc., while the latter include aluminum oxide, titanium oxide, etc. Ceramic HVOF powders can resist heat and are fit for use in demanding conditions. Moreover, they can offer electrical insulation, chemical resistance, and low expansion characteristics.
- Carbide HVOF powders: The term "carbide" describes a compound produced when carbon combines with another chemical element. Carbide is a solid material with remarkable firmness and wear resistance. HVOF carbide powders serve as a protective coating against surface wear. HVOF service carbid HVOF powders comprise tungsten carbide, titanium carbide, chromium carbide, and so on.
- Composite HVOF powders: A composite is a material produced from two or more constituent components, possessing significantly different physical or chemical qualities, which, after being combined, improve a particular property. The organic-inorganic hybrid composites can be used for HVOF to get improved coating characteristics, like reduced porosity, improved adhesion, greater hardness, etc.
Specifications and maintenance of powders HVOF
Specifications
-
HVOF guns
The HVOF gun has different sizes and models. For example, Metco 260 and Metco 270 are often used to spray HVOF powders. The length of Metco 260 is 310 mm, and its weight is 3 kg; the length of Metco 270 is 310 mm, and the weight is 3.5 kg. In addition, the diameter of the gun is about 65 mm.
-
HVOF Nozzle
The jet nozzle has various specifications. The nozzle lengths are usually 30, 40, and 50 mm, among which the 50 mm HVOF nozzle is often used with the Metco 270 HVOF gun. Nozzle materials include WC/Co, WC/CyCo, and Cermet, etc., which are applicable to different HVOF spraying materials.
-
Powder Feeders
HVOF powder feeders have single feeders and multi-feeder configurations for flexibility and versatility if feeding multiple types of powders is required during the spray process. Additionally, advanced features like closed-loop control systems can help to provide precise powder feeding rates, ensuring consistent coating quality.
-
Carrier gases
Typically, the HVOF configuration includes oxygen and propane or oxygen and hydrogen as the burning and blasting gases. Oxygen and propane can reach an average spray temperature of 2950 ℃. Besides, the pressure of the carrier gas is about 1.5 MPa.
-
Cooling method
The high-velocity oxygen fuel flame in the HVOF system uses a stream of high-pressure inert gas (usually nitrogen) to cool the gun barrel. The nitrogen, under high pressure, forms a vortex in the barrel, which not only protects the barrel but also enhances the movement of the particles in the spraying.
-
Coating thickness
The coating thickness of HVOF powders may vary depending on several factors, including the substrate material, coating material, and application requirements. Usually, the coating thickness ranges from 100 micrometers to 1000 micrometers, approximately 0.1 mm to 1 mm. If customers need thin films, they'd better suggest coating thicknesses between 100 and 200 μm. Alternatively, thicker coatings can be suggested with a coating thickness of 500 μm or more.
-
Coating Density
The coating density is an important characteristic in evaluating the quality of HVOF coatings. Generally, the density of HVOF coatings can reach more than 95%, and some can even reach 98%.
-
Surface Roughness
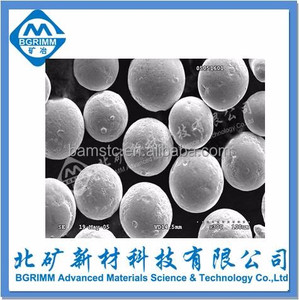
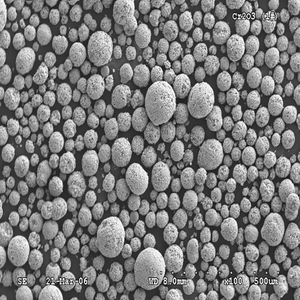
HVOF coatings typically exhibit low surface roughness values, which can range from a few micrometers to tens of micrometers. The surface roughness of HVOF coatings is closely related to the powder morphology, particle size distribution, and coating process parameters.
Maintenance
During use, some parts of the HVOF are worn and need to be replaced.
-
Nozzle
The jet nozzle is where the high-velocity gas stream and the powder stream pass. It is also where the extreme high-temperature and high-pressure environment occurs. The jet stream and the friction between the powder and the nozzle arc wear out a lot of material. Especially in the coating of hard material, the friction is more serious. Therefore, the nozzle needs to be replaced frequently to ensure the stability of the coating quality and the spraying efficiency.
-
Nozzle insert
The nozzle liner is an insert within the jet nozzle. Its main function is to protect the nozzle's internal area from the wear and erosion caused by the high-velocity gas and sprayed particles. Over time, the constant friction and abrasion from the powder can wear out the nozzle's insert and erode the arc," thus compromising its effectiveness and coating uniformity. Replacing the nozzle inserts regularly can help maintain the coating quality and spray performance.
-
HVOF powder feeder
Wear and tear of powder feeders can affect feeding consistency and precision. Frequent replacement can help maintain stable powder feeding rates. Regular replacement can reduce coating quality variations caused by inconsistent feeding and enhance the longevity of the powder feeder.
Industry Applications of Powders for HVOF
HVOF (high-velocity oxygen fuel) coating uses thermal spray powder metallurgy to make coatings. Those coatings are used in various industries. The choice of the thermal spray powder is dependent on the properties of the coating material needed for that particular industry.
In the aviation industry, turbine engines of aircraft make use of thermal spray HVOF powder to ensure they are wear-resistant. The nozzles, blades, and vanes are all parts of an engine that get direct exposure to high heat. An alloy of nickel, cobalt, chrome, and tungsten carbide is used in these engine parts to help them last longer.
The oil and gas industry has HVOF as its thermal spray coating of choice for bushings, pumps, valves, and shafts. These parts are under constant erosion in part due to exposure to high pressure. Improving resistance to wear and corrosion helps prolong the life of equipment used in oil and gas.
Industries that use hydraulic pumps and valves look to HVOF for tungsten or chrome carbide as their wear and abrasion-resistant coating. These pumps and valves are subject to constant friction from moving parts. By coating them with HVOF spray powder, the longevity is greatly improved, reducing the need for frequent replacement.
The tooling industry uses HVOF coatings on tools like molds, rolls, and presses. Tools made of steel, when coated with carbonitrides, have a much higher resistance to abrasion and corrosion. They also have a long service life and low maintenance.
How to Choose HVOF Powders
-
Coating requirements analysis:
Before purchasing HVOF powders, buyers need to analyze their specific coating requirements. Consider factors such as substrate material, desired coating properties (e.g., hardness, wear resistance, corrosion resistance, etc.), and the coating's intended application and performance. These factors help buyers determine the shape, chemical composition, and size distribution of the HVOF powder particles.
-
Vendor selection:
Buyers should choose reliable HVOF powder suppliers. Research the suppliers' reputations, product quality, and customer service. Buyers can refer to reviews and ratings from other customers to ensure they are purchasing from professional and trustworthy vendors.
-
Technical support and service:
When purchasing HVOF powders, buyers should consider the technical support and service provided by the suppliers. Buyers can choose suppliers who offer comprehensive technical support and excellent customer service. This ensures that buyers can receive timely assistance and solutions in the coating process.
-
Compliance with standards:
Ensure that the HVOF powders comply with international standards and industry specifications for coating materials. This ensures the quality and performance consistency of the powders.
FAQ
Q1: What are HVOF powders used for?
A1: HVOF powders are specialized materials designed for thermal spraying through the High-Velocity Oxygen Fuel (HVOF) spray coating process. They form protective coatings on surfaces.Restoring these surfaces and enhancing their qualities.
Q2: What are the characteristics of HVOF powder?
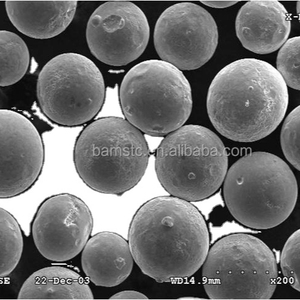
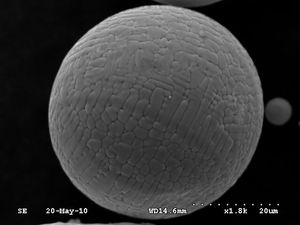
A2: HVOF spray powders are typically characterized by high hardness, good wear resistance, high melting point, good thermal and chemical stability, and suitable particle size and particle morphology.
Q3: What are the advantages of HVOF powder coating?
A3: The HVOF coating has excellent bonding strength, high density, low porosity, good hardness and wear resistance, good oxidation resistance, and chemical resistance. It can withstand high-temperature environments and provide long-lasting protective coatings for metal substrates.
Q4: What materials can be used as HVOF powder?
A4: The materials suitable for HVOF coating are usually metallic and ceramic composite materials, such as tungsten carbide, tantalum carbide, titanium carbide, zirconium oxide, aluminum oxide, etc.
























































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4