Types of HDPE PE 100
HDPE PE 100 types are available in distinct forms, each versatile in various sectors.
-
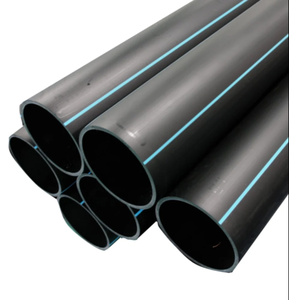
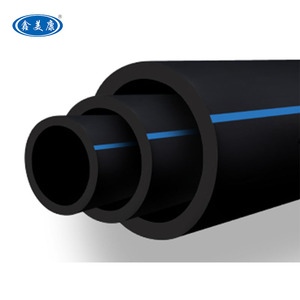
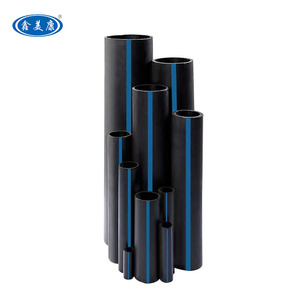
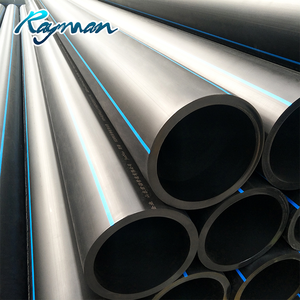
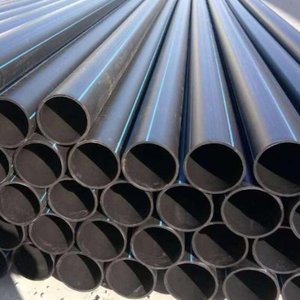
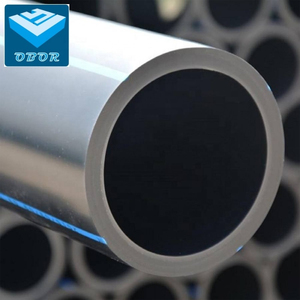
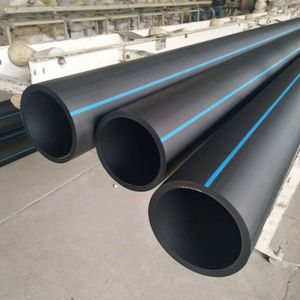
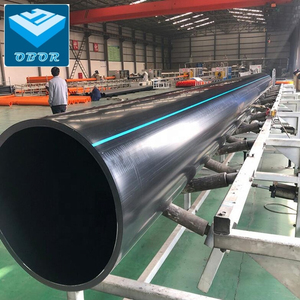
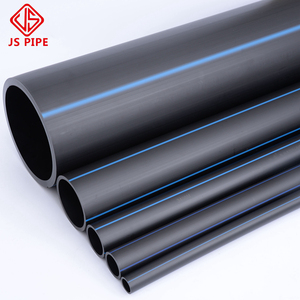
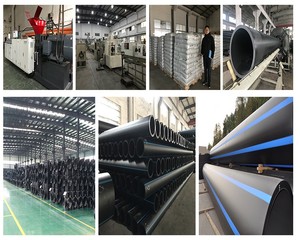
Pipes
Due to its exceptional strength and durability, PE 100 high-density pipes are widely employed. They are utilized in both water supply systems and gas distribution networks. Also, these pipes have a long lifespan and resist pressure and chemicals, making them an ideal choice for transporting liquids and gases. Moreover, their lightweight construction facilitates easier installation, reducing operational costs for many construction companies.
-
Sheets and Liners
Also, PE 100 sheets find vast applications in industrial settings. For instance, they are used as protective liners in mining and wastewater treatment facilities. Their resistance to abrasion and chemical corrosion makes them suitable for such protective applications. Moreover, PE 100 sheets are lightweight and easy to fabricate. Therefore, this makes them a cost-effective alternative for equipment protection.
-
Bags and Containers
High-density polyethylene bags and containers are popular in packaging. These bags are thus used in agriculture for carrying seeds and fertilizers. This is due to their strength and flexibility. Often, bags made from PE 100 are employed for recycling hazardous materials. This is because they provide a reliable barrier against many chemicals. In addition, containers fabricated from HDPE PE 100 are widely used to store liquids and solids, offering durability and safety for food and non-food items.
-
Tape
HDPE tape is a product that performs multiple functions. For example, it is often used in construction and electrical applications. In construction, for instance, it is mainly used to seal joints, insulation, and waterproofing. It offers a strong, flexible barrier that conforms to various surfaces. Besides, creative uses of HDPE tape are relief for strapping and securing items for shipment or storage undertakings.
-
Foam
PE 100 foam is a lightweight and versatile material. For instance, it is used in packaging, insulation, and cushioning products. Also, the rigidness and adaptability of this foam make it ideal for safeguarding delicate items during transit. Moreover, it is widely applied in cushioning furniture, electronics, and other fragile goods.
Important Features of HDPE PE 100
HDPE PE 100 has several important features that make it better for various uses.
-
High Strength
Due to its strength and lightweight features, HDPE PE 100 can handle heavy loads and strong impacts. These features make it ideal for making pipes and containers. Besides, this material is 100 times stronger than steel. This makes it not only durable but also safer to handle in many construction works.
-
Resistance to Chemicals
Additionally, PE 100 can resist many harmful substances such as acids, bases, and solvents. This makes it useful where chemicals are stored and transported, such as in the chemical industry. Moreover, unlike other materials, PE 100 doesn't degrade or weaken when exposed to these substances, ensuring long-term safety.
-
Low Temperature Performance
Moreover, HDPE PE 100 maintains its strength and flexibility even at very low temperatures. Usually, it makes it suitable for outdoor applications in cold climates. Besides, it is widely used for pipelines in regions with extreme weather conditions. This is because it retains its properties without becoming brittle or cracking.
-
Longevity and Minimal Maintenance
The durability of PE 100 translates to longevity in products manufactured from it. Generally, these products can last over 50 years with little wear and tear. Also, the material demands very little maintenance, making it ideal for infrastructure projects such as water supply systems. Therefore, once installed, PE 100 pipes and structures require little ongoing care.
-
Cost-Effectiveness
Although extremely durable, HDPE PE 100 is affordable compared to many other materials. Also, it reduces long-term costs for industries by lowering the expense of replacement and maintenance. Usually, its lightweight nature allows easier handling and installation. This further contributes to cost savings in any construction project.
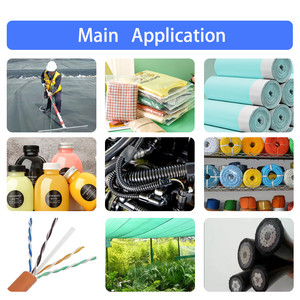
Commercial Uses of HDPE PE 100
High-density polyethylene PE 100 is applied commercially in diverse industries due to its exceptional features.
-
Water Supply Systems
HDPE PE 100 is widely applied in constructing water supply pipelines. Normally, its resistance to corrosion and chemical interactions make it an ideal material for transporting potable water. In addition, the pipes fabricated from this material are durable and flexible. They can thus withstand pressure and temperature fluctuations. These features make them suitable for use in varied terrains and climates.
-
Gas Distribution
This material is equally useful in the natural gas distribution sector. Normally, PE 100 pipelines can handle high pressure, making them secure for transporting gases. Besides, their ability to resist crack propagation enhances safety in gas distribution networks. This accounts for their adoption in many residential and industrial settings.
-
Agricultural Applications
In the agricultural sector, PE 100 is used in irrigation systems. Typically, these systems provide efficient water management for crops. Besides, the lightweight nature of PE 100 pipes facilitates easy installation and reduces labor costs during the establishment of irrigation networks. Therefore, this enhances the farmers' ability to maintain optimal soil moisture for improved productivity.
-
Industrial Container Manufacturing
The exceptional strength and chemical resistance of HDPE PE 100 make it suitable for producing industrial containers. Normally, these containers are used for storing and transporting hazardous substances. Also, due to their durability, they ensure the safe handling of materials without the risk of leakage or contamination. This makes them indispensable in the chemical and pharmaceutical industries.
-
Waste Management Solutions
PE 100 is primarily employed in fabricating lightweight and puncture-resistant bags in waste management. Usually, these bags are used for collecting and disposing of solid waste. Moreover, their rigidity ensures that they can hold significant waste without tearing. This offers a practical solution for household and industrial waste segregation.
How to Choose HDPE PE 100
Selecting HDPE PE 100 requires consideration of several factors. The following are key factors business owners should have in mind.
-
Grade selection
Different grades of HDPE PE 100 are available for specific applications. For instance, some grades are better for high-pressure pipelines. Therefore, one must ensure the material has a specific listing from the manufacturer for such uses.
-
Purification
Business owners should ensure the PE 100 material has undergone purification treatments. This helps to get rid of any substances that may have been absorbed during production. Normally, these substances can weaken the material and affect its functionality.
-
Temperature and pressure
Buyers should look for materials suited for specific temperatures and pressures. In cases where the material will be exposed to high temperatures, they should opt for materials with a high-temperature resistance rating. Materials exposed to high pressure should also have a high-density rating.
-
Certifications
Business owners should settle for HDPE PE 100 certified products. They should look for certifications like ISO 4427. This is a standard that governs the usage of polyethylene pipelines. They should also ensure the material has a British Standards certificate. Moreover, to guarantee safety and quality, business owners should focus on materials manufactured by registered suppliers with notable reviews.
-
Application
When choosing PE 100, business owners should consider where the material will be used. Normally, PE 100 designed for gas or water transfer should have appropriate joining methods and a compatible pipe thickness. Those intended for civil engineering use should also offer significant impact and stress resistance.
Q&A
What is the difference between PE80 and PE100?
The primary difference between PE80 and PE100 is the density rating. PE100 has higher density than PE80. This makes it more suitable for heavy-duty applications.
Which chemicals can HDPE PE 100 resist?
High-density polyethylene can resist diverse chemicals. These include acids, alkalis, alcohols, and salt solutions. Luckily, this material does not degrade or weaken when exposed to these substances, ensuring long-term safety.
What are the distinguishing features of PE80 and PE100?
PE100 and PE80 share several features. For instance, they are both tough, flexible, and lightweight thermoplastics. They are also easy to join.
What are the maintenance requirements for HDPE PE 100?
Ideally, PE 100 materials require minimal maintenance. Normally, cleaning them in case of contamination is enough. For longer service, your clients should be advised to perform routine inspections for any visible damage or wear.









































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4