Introduction to Grain Small Belt Conveyor
The grain small belt conveyor is an essential piece of machinery in modern agricultural and industrial environments, designed to handle the transportation of grain and similar bulk materials efficiently. Its compact design makes it ideal for facilities with limited space, providing versatility and ease of use. With advancements in technology, these conveyors have become vital for enhancing productivity, minimizing manual labor, and optimizing material handling processes.
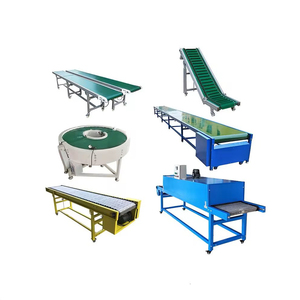
Types of Grain Small Belt Conveyors
- Flat Belt Conveyors: These are commonly used for transporting granular materials across horizontal or low-incline surfaces.
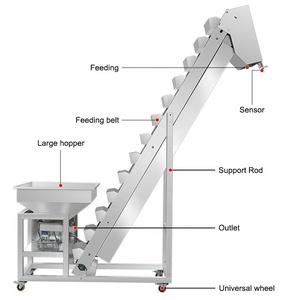
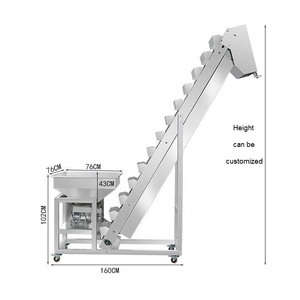
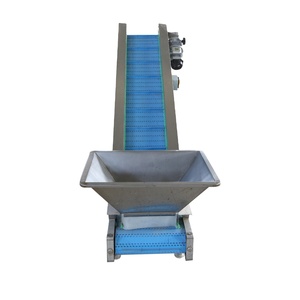
- Inclined Belt Conveyors: Ideal for moving grain to different heights, these conveyors are designed with a sloped belt to facilitate elevation changes.
- Magnetic Belt Conveyors: Equipped with magnets, these systems are suitable for handling metallic grain particles, ensuring efficient transport without spillage.
- Wire Mesh Belt Conveyors: Popular in environments where air circulation is required, they are particularly useful for washing and drying processes while maintaining grain integrity.
Function and Features of Grain Small Belt Conveyor
- Efficient Material Handling: The primary function of a grain small belt conveyor is to move loose materials from one point to another with minimal effort and maximum speed.
- Adjustable Speed Settings: Most modern conveyors come with variable speed options, allowing operators to adjust the pace based on material flow requirements.
- Low Maintenance Requirements: The robust design and high-quality materials used in these conveyors result in lower maintenance needs, making them cost-effective in the long run.
- Durability: Built using high-quality materials, such as stainless steel and heavy-duty rubber, these conveyors resist wear and tear, ensuring longevity even in demanding environments.
Applications of Grain Small Belt Conveyor
- Agriculture: Used extensively in grain handling facilities, farms, and silos for transporting harvested crops.
- Food Processing: These conveyors ensure safe and hygienic transport of grains and other food materials through processing lines.
- Manufacturing: They play a crucial role in the production lines of various industries where bulk raw materials need to be moved efficiently.
- Mining: Some grain small belt conveyors are adapted to handle non-food granular materials, making them valuable in mining operations for transporting minerals and ores.
Advantages of Grain Small Belt Conveyor
- Cost-Effectiveness: By automating grain transport, businesses can significantly reduce labor costs and increase efficiency.
- Space-Saving Design: The small footprint of these conveyors allows for installation in tighter spaces, optimizing the workflow without requiring extensive building modifications.
- Versatile Functionality: Suitable for a wide range of applications, from agriculture to manufacturing, enhancing operational flexibility.
- Improved Safety: By reducing manual handling of heavy grain loads, these conveyors lower the risk of workplace injuries.



























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4