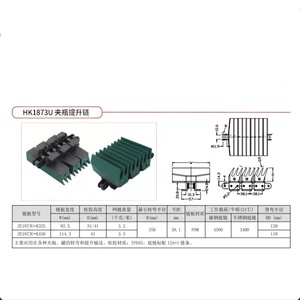
Introduction to Finger Chain for Conveyor
The finger chain for conveyor systems is a vital component in various material handling applications. These specialized chains facilitate seamless movement of products and materials along production lines, ensuring efficiency and reliability. Designed to withstand demanding industrial conditions, finger chains are engineered to provide excellent performance while reducing maintenance needs. Understanding their functionality, types, applications, and features is crucial for businesses looking to optimize their conveyor systems.
Types of Finger Chain for Conveyor
Finger chains for conveyor systems come in a variety of types and styles, each tailored for specific applications. Understanding the different types helps businesses select the best option for their operational needs:
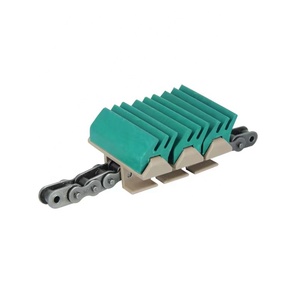
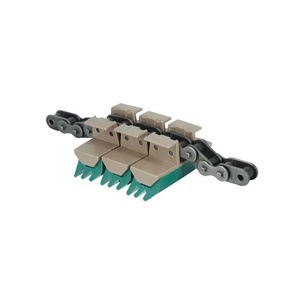
- Steel Finger Chains: Known for their strength and durability, steel finger chains are ideal for heavy-duty applications.
- Plastic Finger Chains: Lightweight and corrosion-resistant, plastic variants are perfect for food processing and pharmaceutical industries.
- Double Finger Chains: Offering increased stability and load-bearing capabilities, double finger chains are suitable for high-speed conveyor systems.
- Modular Finger Chains: These customizable chains allow for easy adjustments to accommodate different shapes and sizes of products.
Applications of Finger Chain for Conveyor
The versatility of finger chains for conveyor systems makes them suitable for a wide range of applications across various industries. Here are some common uses:
- Manufacturing: Used in assembly lines for moving products through different stages of production.
- Food & Beverage: Ideal for transporting packaged goods, finger chains ensure hygiene and efficiency in food processing plants.
- Logistics: Essential for automated warehouses and distribution centers, finger chains assist in the reliable movement of goods.
- Construction: Facilitating the transport of heavy materials and equipment on-site to support building projects.
Features and Advantages of Finger Chain for Conveyor
Understanding the key features and advantages of finger chains for conveyor systems can greatly enhance operational efficiency:
- High Durability: Finger chains are built to last, designed with robust materials that can withstand harsh environmental conditions.
- Reduced Maintenance: These chains require minimal maintenance, leading to lower operational costs and reduced downtime.
- Customizable Design: With various sizes and configurations available, finger chains can be tailored to fit specific applications.
- Enhanced Safety: The design of finger chains minimizes the risk of product damage, ensuring a safe working environment for employees.
- Flexible Functionality: Capable of handling a wide range of product shapes and sizes, finger chains are adaptable for various manufacturing processes.










































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4