Understanding Chain Accumulate Conveyor
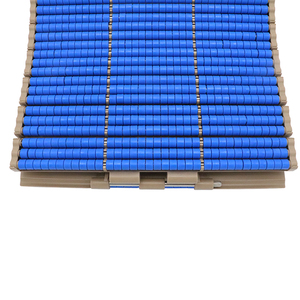
The chain accumulate conveyor is an essential component in modern material handling and manufacturing processes. Engineered for efficiency and reliability, these conveyors enable the accumulation and transportation of materials without the need for constant power. This innovative technology supports various industries, providing solutions tailored to specific operational needs. Explore the myriad benefits and applications of chain accumulate conveyors below.
Types of Chain Accumulate Conveyor
Chain accumulate conveyors come in several types, each designed to cater to specific operational requirements. Here are some common variations:
- Standard Chain Accumulation Conveyor: Ideal for general material handling, featuring robust designs and easy maintenance.
- Modular Chain Conveyors: Composed of flexible modules, suitable for diverse layouts and rapid reconfiguration.
- Heavy-Duty Chain Accumulators: Designed for moving large and heavy items, these models exhibit exceptional durability.
- Specialty Chain Conveyors: Tailored for unique applications that necessitate customized features or functions.
Applications of Chain Accumulate Conveyor
The versatility of chain accumulate conveyors allows for usage in various sectors, enhancing productivity and efficiency. Key applications include:
- Assembly Lines: Facilitating smooth transitions and accumulation during assembly processes, ensuring minimal downtime.
- Packaging Operations: Perfect for transporting packaged products, aiding in efficient organization and flow.
- Distribution Centers: Streamlining the movement of goods, allowing for high-speed accumulation and sorting.
- Food and Beverage Industries: Meeting sanitary regulations while efficiently moving food products along production lines.
Features and Advantages of Chain Accumulate Conveyor
Investing in a chain accumulate conveyor brings numerous advantages due to its innovative features:
- Flexible Design: Easily adaptable to different layouts, ensuring compatibility with existing systems.
- Reduced Downtime: Built to accumulate items without the need for continuous operation, minimizing product loss.
- Diverse Material Compatibility: Suitable for various materials, including boxes, pallets, and other items.
- Low Maintenance Requirements: Designed for durability, requiring limited maintenance over time, thereby reducing operational costs.
- Safety Mechanisms: Equipped with features that enhance safety by preventing jams and providing smooth material handling.
In summary, a chain accumulate conveyor is an indispensable asset in the realm of material handling. By understanding its types, applications, and features, businesses can make informed decisions that elevate efficiency and optimize workflow. With the increased demand for streamlined operations, investing in high-quality chain accumulate conveyors is an integral step toward achieving operational excellence.

























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4